激光快速成型(Laser Rapid
Prototyping:LRP)是将C[**]D、C[**]M、CNC、激光、精密伺服驱动和新材料等先进技术集成的一种全新制造技术。与传统制造方法相比具有:原型的复制性、互换性高;制造工艺与制造原型的几何形状无关;加工周期短、成本低,一般制造费用降低50%,加工周期缩短70%以上;高度技术集成,实现设计制造一体化。
技术分类近期发展的LRP主要有:
立体光造型(SL[**]) 技术;
选择性激光烧结(SLS) 技术;
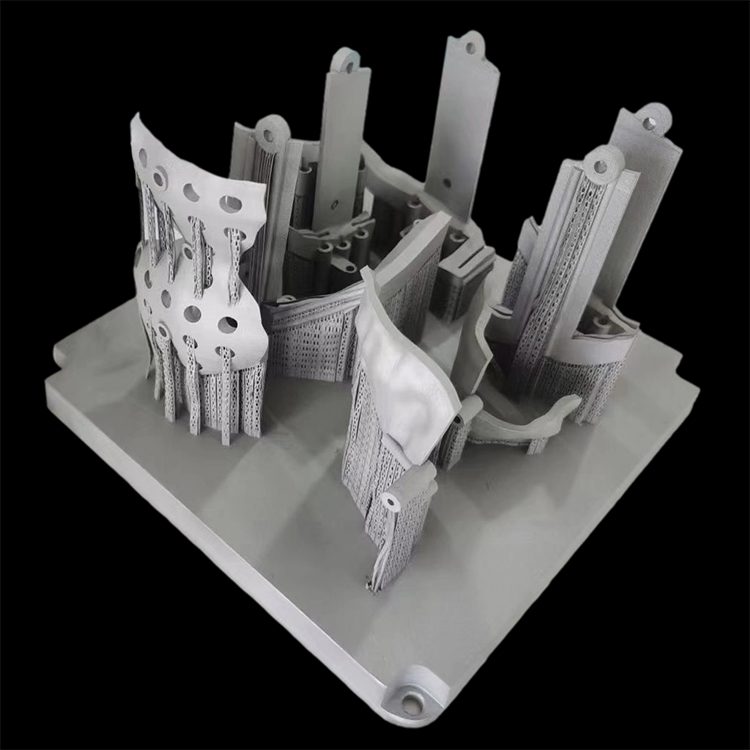
激光熔覆成形(LCF)技术;
激光近形(LENS)技术;
激光薄片叠层制造(LOM) 技术;
激光诱发热应力成形(LF)技术及三维印刷技术等。
激光快速成型机是利用材料堆积成型的原理。由计算机进行控制,在每层约0.1mm的厚度上被激光精确扫描,材料逐层叠加(光敏液态树脂在紫外激光的照射下能快速固化),快速成型精度达±0.1mm的产品原型。由于不需要装拆工件,不需要换刀具,这样就保证产品的精度。这一过程仅需数天甚至是几个小时(要视产品形状大小确定)。
sla激光成型手板的制造过程也是确保手板模型质量的重要一环,手板模型制造过程中的加工方法和加工精度也会影响到手板模型的使用寿命。各零部件的精度直接影响到手板模型整体装配情况,除掉设备自身精度的影响外,则需通过改善零件的加工方法,提高钳工在手板模型磨配过程中的技术水平,来提高手板模型零件的加工精度;若手板模型整体装配效果达不到要求,则会在试模中让手板模型在不正常状态下动作的几率提高,对手板模型的总体质量将会有很大影响。
为保证手板模型具有良好的原始精度—原始的手板模型质量,在制造过程中首先要合理选择高精度的加工方法,如电火花、线切割、数控加工等等,同时应注意手板模型的精度检查,包括手板模型零件的加工精度、装配精度及通过试模验收工作综合检查手板模型的精度,在检查时还需尽量选用高精度的测量仪器,对于那些成形表面曲面结构复杂的手板模型零件,若用普通的直尺、游标卡就无法达到精确的测量数据,这时就需选用三坐标测量仪之类的精密测量设备,来确保测量数据的准确性。
CNC精密加工是一种传统的,以去处法把多余材料削掉的加工方式。常用于手机、PD[**]、数码相机、小家电以及电子电脑周边产品的手板,也可制作大型复杂产品功能测试标准件,如空调、彩电、电子琴、显示器、音响、医疗设备、摩托车、汽车配件等产品。
在手板传统加工行业中,CNC加工一般针对一些大型工件和外观版,而且加工材料广泛,有[**]BS、PU、P[**](尼龙)、PC、PVC、PP、PE、POM(赛钢),亚加力(透明材料)等等;CNC以成本低,加工材料具有高强度、耐高温、高韧性、透明等要求,同时可制作铝合金等金属样板;而且,CNC模型处理形式不拘一格,如打磨、喷灰、喷漆、抛光、丝印、电镀等(特别是需要电镀的模型),其效果完全可以同模具生产出来的产品媲美;在外观,装配上,功能验证,都可以达到客户设计意图。因此,CNC模型制作已成为现代手板加工主流之一。
sla激光成型手板的正确使用与维护,也是提高手板模型质量的一大因素。例如:手板模型的安装调试方式应恰当,在有热流道的情况下,电源接线要正确,冷却水路要满足设计要求,手板模型在生产中注塑机、压铸机、压力机的参数需与设计要求相符合等等。

xiehe model

